在钢铁制造等高负荷工业场景中,液压站是保障设备稳定运行的核心系统,而液压油则相当于系统的“血液”。一旦油液被污染,不仅会引发液压阀卡涩、执行动作缓慢、压力异常等故障,还可能导致高炉等关键设备停机,造成巨大的生产和经济损失。
以某钢厂高炉炉前液压站为例,其 1 号液压站虽然配备了回油过滤和冷却循环过滤,但油液清洁度长期维持在 NAS 11 级以上,远无法满足比例阀、伺服阀所需的 NAS 7 级标准,导致阀芯卡塞频发,不仅推高维护成本,还影响高炉前设备的自动化升级。这一典型案例,让更多企业意识到:油液污染控制和在线监测比以往任何时候都更重要。

一、传统油液监测方式的痛点:周期长、滞后大、风险高
• 传统方式通常依赖人工定期取样,再用便携式检测仪进行分析。其缺点明显:
• 检测周期长,无法实时掌握污染变化趋势
• 异常发现滞后,污染已造成损伤才被发现
• 人工取样过程容易引入二次污染
• 无法满足现代自动化液压系统的连续运行需求
在实际生产中,当检测结果显示污染超标时,液压系统往往已经出现磨损或故障,维修时间长、停机损失大。
二、在线油液监测技术的价值:从被动维护走向预测性管理
在线油液监测技术通过传感器实时采集液压油中的颗粒污染、含水量、粘度变化等数据,并上传至监控平台,实现 7×24 小时持续监测。其核心优势主要体现在以下四个方面。
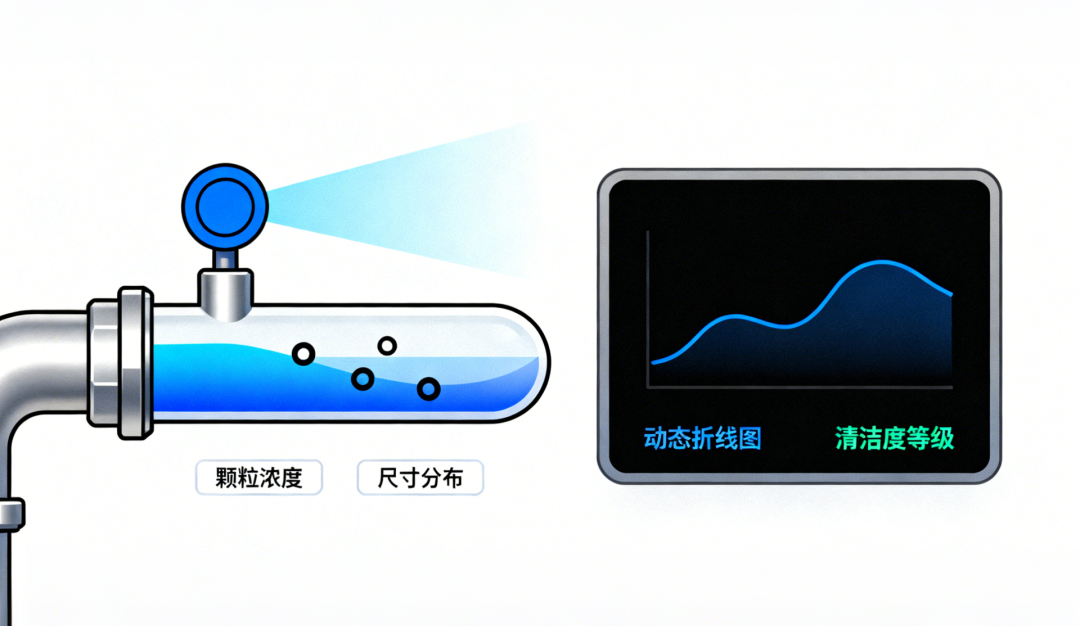
1. 实时监测油液清洁度,精准捕捉污染动态变化
系统可对油液中的颗粒数量、粒径分布等关键指标进行实时采集,一旦出现污染度提升趋势,系统即可第一时间发出提醒。
案例场景:
如果高炉液压站密封件突然老化导致外部污染物进入,在线监测系统能够在污染刚出现时及时发现,而不是等到阀卡塞后才处理,大幅降低意外停机风险。
2. 污染预警提前触发,大幅降低液压系统故障概率
系统可依据设定阈值自动报警,实现预测性维护。
例如某钢厂 2 号高炉,在重大生产事故导致油液严重污染的情况下,如果配备在线油液监测系统,就能在污染加剧前迅速识别污染变化并提前准备滤芯、安排检修,减少停机时间并降低后续故障风险。
通过长期数据积累,系统还能分析污染趋势,为企业制定更科学的维护策略提供依据。

3. 优化设备维护策略,显著降低运维成本
在线油液监测能够避免两种常见问题:
• 滤芯未堵就提前更换 → 浪费成本
• 滤芯已失效却未及时更换 → 导致污染加剧
实时监测可以精准判断滤芯寿命、油液寿命,实现按需维护。
同时,通过油液状态数据分析,企业可制定更合理的换油周期,避免提前换油造成浪费,也减少过度使用带来的系统故障。

4. 为自动化生产提供可靠保障,提升设备智能化水平
随着工业自动化升级,高精度液压元件对油液清洁度要求越来越高。在线油液监测可确保液压油质量持续达标,为自动化生产提供可靠支撑。
例如钢厂高炉“一键开、堵铁口”等操作对液压系统要求极高,在线监测能确保油液污染度始终在控制范围内,保障自动化动作稳定精准执行。
三、在线油液监测:工业高质量运维的关键技术之一
在钢厂、化工、电力、矿山等行业,对设备可靠性和连续生产的要求不断提升。在线油液监测技术凭借实时性、预警性和科学决策能力,正成为工业液压系统必不可少的基础设施。
它能够:
• 实现油液污染早发现、早预警
• 降低液压阀等关键元件故障率
• 支持按需维护,减少材料与维护成本
• 保障自动化设备稳定运行
• 提升企业生产效率与安全性
未来,随着工业智能化不断深化,在线油液监测技术将在更多场景中发挥价值,为企业实现预测性维护、智慧运维和稳产高效保驾护航。
智慧润滑为您提供:液压站在线油液监测设备解决方案。对产品感兴趣的话,联系我们给您发送产品资料和报价。
本【液压站在线油液监测设备】能实时在线监测设备机械的润滑油粘度、水分、油品品质、磨损颗粒、污染度清洁度、泄露、温度、密度、饱和度、振动等参数。设备具有消泡、防爆、智能预警等功能。为设备故障停机预测、维修、换油提供依据。大大提高了生产输运的安全性。
